关于旋挖钻机施工“带杆”---史上最详细解说
2015-06-12
3378
0
核心提示: 前言 旋挖钻机成孔灌注桩工法近几年在我国取得了广泛的应用。旋挖钻机作为钻进成孔设备,其施工作业共有定位、下钻、钻进
前言
旋挖钻机成孔灌注桩工法近几年在我国取得了广泛的应用。旋挖钻机作为钻进成孔设备,其施工作业共有定位、下钻、钻进、提钻、回转、抖土和回位等7个基本动作。在提钻作业中,钻杆将按照从内到外的顺序逐节提升。但是由于各种原因,可能会出现非正常顺序提升收缩的现象。只要任意外节杆先于其内节杆收缩,就证明其与内节杆之间发生了卡滞或接合,这就是所谓的“带杆”。如图1.1所示意。从外部看,就是提升过一节钻杆的长度后,钻机没有出现“点头”现象,就可以判断为发生了“带杆”。这时,提引器还没有露出钻杆,钻杆最外一节即被提起,离开动力头缓冲装置开始上升,是“带杆”最直接的表现,可作为“带杆”发生的判断标准。
“带杆”虽然发生在钻杆上,但其改善改进却不止于钻杆本身,其对钻机各个系统部件的破坏作用十分广泛而突出。研究“带杆”产生机理,针对性地进行改进和优化,减少其破坏作用,并努力寻求彻底避免其发生的技术方案,十分必要而紧迫。本文对“带杆”的内部发生机理、破坏力和改善等方面进行探讨,分析,找到并提出改进方案,以期减少和杜绝“带杆”及其破坏作用。
一、“带杆”产生机理
机锁式钻杆和摩阻式钻杆都可能产生“带杆”,前者概率更高。两者产生机理并不相同。
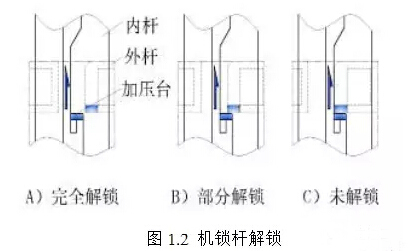
1.1、机锁式钻杆 可实现较大的加压力,故通常用于钻进比较坚硬的地层。由于工作原理不同,相对摩阻式钻杆在提升操作时必须注意解锁,就是提升钻杆前反转钻斗,使加压台接合副脱开。机锁杆解锁可分为完全解锁、部分解锁和未解锁三种状态,见图1.2所示。正常操作提升时加压台接合副完全脱开,钻杆由内到外逐节收缩并伴随逐节“点头感”,称为完全解锁(图1.2 A),这种状态不会产生“带杆”。如果根本没有脱开就提升,钻杆并不收缩而是逐节带动直接升起,没有任何“点头感”,则称为未解锁。未解锁状态(图1.2 C)作用位置与钻进加压完全相同,唯一区别在于,前者由内杆驱动外杆提升,属于非正常状态;后者则是外杆向下加压驱动内杆,属于正常工作需要。最外节钻杆直接被提升,这个现象很容易被发现,只要停止提升,缓慢下放后再来完成解锁操作即可。除非意外,未解锁产生的“带杆”通常并不造成损坏。而部分解锁状态(图1.2 B)危害性最大。由于加压台没有完全脱开而部分接合,并且可能出现在第一、二、三、四、五节的任意两节之间,也可能多节之间都出现部分解锁,造成“点头感”或有或无,这样的“带杆”不容易察觉,随着提升过程中各种干扰因素的不断作用,加压台部分接合面极有可能松脱,外节杆突然自由下落,砸向动力头,造成不同程度的破坏,严重时可发生重大施工事故。
当然,完全解锁操作并非一次完成即可一劳永逸高枕无忧。机锁杆每节杆的外键上通常都设置有3处加压台,四节钻杆就有12个加压点。在起拔过程中,有两个因素可能驱动内节杆反转:一个是钢丝绳因拉力变化产生的“回旋”释放趋势,另一个是钻具特别是螺旋钻头受泥浆扰动产生的“反转”。因此完全解锁的钻杆提升过程中有可能在后面的任何一个加压台重新接合,出现部分解锁或未解锁状态,从而发生“二次带杆”。因此,钻杆提升过程中必须连续不断地缓慢反转钻头。这不但可以减少“二次带杆”的发生,还可以减小因提升而产生的“吸空”阻力,还可减小泥浆扰动,利于提高成孔质量。
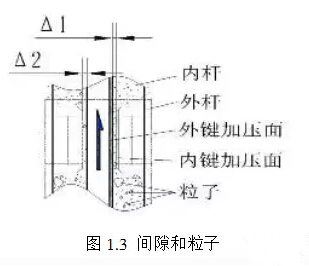
1.2、摩阻式钻杆 通过内、外键条加压面承受动力头驱动扭矩产生的正压力所形成的摩擦阻力来传递加压力,该种钻杆由此而得名。其发生“带杆”的机理是卡滞,不同于上述的机锁式钻杆。这种钻杆为便于通过,其内、外键条之间预留有一定的间隙,见图1.3所示,Δ1、Δ2通常在10-20mm之间。钻杆在加压钻进过程中还会有不同程度的磨损和变形,因此键条间隙并非完全均匀整齐,而是存在所谓的“锲形缝”。这给钻杆内部的各种“粒子”提供了进入和卡滞的机会。这些“粒子”包括沙粒、碎石块、毛刺和各种坠落物例如小螺钉螺母、铁片等,广泛浮游于泥浆中,游离在钻杆的内腔和键条间隙。当然,并非所有粒子都会造成卡滞而发生“带杆”。尺寸太大的粒子被“拒之门外”不能进入,尺寸太小的则“畅行无阻”顺利通过,两者都不会造成危害。只有那些接近间隙尺寸的粒子才有可能造成卡滞而引发“带杆”,这些粒子可称为“机会粒子”。另外,这些“机会粒子”还包括钻杆因长期使用,在键条和加压台等位置出现的飞边、毛刺和塌陷等缺陷,如未定期进行清除和打磨,缺陷出现积累效应,同样会引起“带杆”。这种卡滞式“带杆”也有可能发生在机锁式钻杆上,因为两个加压台之间的键条间隙与摩阻式钻杆相似。所以,保持泥浆清洁,定期检查和保养钻杆不但可延长其使用寿命,也可减少“带杆”故障的发生。
二、“带杆”破坏原理及危害
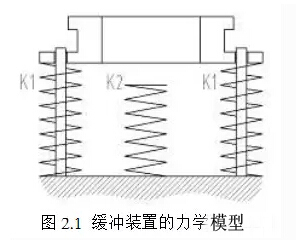
2.1、“带杆”分级 在施工现场,“带杆”随时都有发生,但其影响有大有小,并非所有“带杆”都会产生明显或直接的破坏,相反,绝大多数“带杆”影响甚微,似乎不具备任何破坏作用,可以忽略不计。最内部两节在最下方加压台的“带杆”破坏力最大,这时外节钻杆被依次逐节提升,如果可能,直至最高位置,见图2.1所示。由于各种振动或扰而意外解锁,则除了最内节钻杆外的所有钻杆整体靠自重自由下落,巨大能量冲向动力头,势必造成故障。据此,可将“带杆”分为三个等级:1级重度带杆、2级中度带杆和3级轻微带杆。
2.2、重度带杆 可作如下分析。以22吨米钻机常配置的钻杆φ440-5×14摩阻杆为例,其各节杆的重量参见表2.1。
最严重状况,1-4节杆的落体高度为12.9米,则其到达动力头缓冲装置时的势能转化的冲击能为Wd=87365.2 kg·m,其速度为Vd=954.1 m/min,约等于57.2 km/hr。正常工作主卷扬理论下钻速度为35 m/min,由此计算下钻冲击能量为Wx=151.3 kg·m。
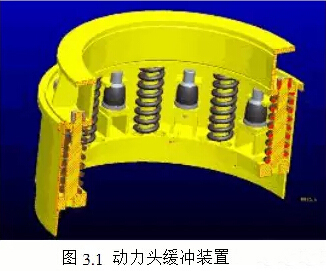
动力头缓冲装置的力学模型见图2.1所示。由10个圆柱形压缩弹簧K1和5个橡胶缓冲器K2组成。作用机理是先由弹簧组吸收,接着作用在缓冲器上。这两个弹性组件的缓冲能量总和为Wh=1517.2 kg·m。这个数值是下钻冲击能量Wx的10倍,这是足够的;但是仅占1级重度“带杆”冲击能量Wd的1.7%,不能满足换冲冲击的能量需求。
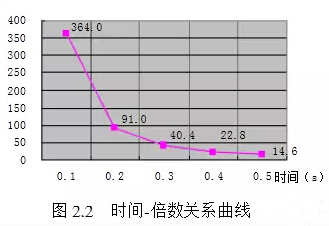
可见,钻杆从最高位置掉落到最低位置产生的势能直接作用在钻机动力头上,间接作用到桅杆、动臂上。据传统计算,桅杆承受的负载按KNFt240»,即主卷扬的提升力。另据冲量定理,假设缓冲制动时间为0.1~0.5s,则1级“带杆”所产生的冲力tcFF>>,tcFF/=h可称作冲击倍数,冲击倍数η随冲击制动时间t变化的曲线如图2.2所示。由图2.2分析可得,冲击倍数η在14.6~364之间。估计冲击制动时间在0.1s左右(需以实际检测结果进一步验证),则最大冲击倍数364max=h。
由此可见,“带杆”对旋挖钻机工作装置安全性构成了极大的威胁,是结构破坏(特别是动力头部分破坏)的主要原因之一,应引起足够的重视。
2.3、加压油缸 旋挖钻机“带杆”最早最直接的破坏发生在动力头缓冲装置上,将重型橡胶减震套砸扁,外护圈被冲击挤压变形。而后动力头自身的重量加上“带杆”冲击能量全部作用在加压油缸活塞杆上。由于加压油缸有杆腔被液压锁锁住,其内部液压油液柱具有相当的“刚度”,一般认为不可压缩。在多次2级、3级带杆冲击作用下,除了可能的缸头密封被破坏而造成泄漏外,活塞因冲击震动而被拉脱的事故并不罕见,甚至出现油缸的铰接耳轴断裂,油缸整体脱落事故。
2.4、动力头 最严重的是1级重度带杆将动力头减速机连接套震裂震断,巨大的冲击能量进一步将加压油缸活塞拉脱后,急剧下落,桅杆下端的机械限位块不能阻挡而被砸脱,动力头带着活塞杆直接落入大直径的桩孔,造成严重的施工事故。
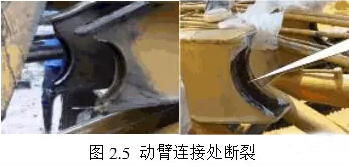
2.5、大构件 对包括桅杆、桅杆油缸、三角形和动臂等大构件都会产生一定的破坏作用。其中较严重的是动臂两端连接副的撕裂破坏,如图2.5所示。常规分析是焊接质量所致,并不怀疑设计,这是因为常规静态计算该构件强度没有问题。实际上焊接质量并不是全部或根本原因,由带杆产生的巨大冲击能量才是“罪魁祸首”。桅杆油缸活塞杆端耳被拉开的故障也可以认为是“带杆”所致。由以上计算可见,它是常规受力-主卷扬提升力的十几甚至几百倍,并且连续不断发生,必然引起断裂。
2.6、疲劳破坏 2级中度带杆和3级轻微带杆对整机各个零部件产生冲击疲劳破坏,包括钢丝绳、螺栓副和销轴类等零部件。较高位置发生重度“带杆”可能直接砸落到钢丝绳上,严重时将钢丝绳直接砸断。较轻度的“带杆”引起的振动,可导致螺栓副等松动。
三、“带杆”改善
3.1、当“带杆”不可避免,应提供专门的设计或足够强度的结构,力争吸收或减小其破坏作用,这方面可叫做被动预防。
3.2、5级减振技术:第1级-钻杆橡胶垫减震;第2级-重型弹簧减震;第3级-高弹橡胶减震;第4级-特种减震器(豹式坦克减震技术);第5级-大型挠性减震系统。这些缓冲减震技术应用的原始目的是为了吸收下钻作业冲击能量,减轻其破坏作用。动力头缓冲装置见图3.1所示。从以上计算可知,该装置不足以“消化吸收”“带杆”冲击能量。从理论上说,这部分结构能力应该加强,但在实践中却有很多困难。
3.3、动力头减速机 安装应采取更大强度的结构,包括“天方地圆”和减速机座,设计时都必须特别注意。
3.4、加压油缸 活塞连接结构需要考虑动态强度;油缸的铰接耳轴也必须加强;油缸的单向平衡阀溢流压力可采用双级或多级方式,以达到阶梯式吸收冲击能量,实现有效缓冲。
3.5、下限位块设计的目的并非用于承受和限制“带杆”冲击,只是为了动力头的临时存放定位,该位置不大可能提供足够的强度来承受和限制“带杆”所造成的冲击。
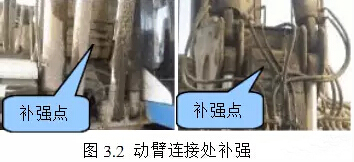
3.6、大构件如桅杆、三角形和动臂等都受到“带杆”冲击能量的破坏。例如桅杆导轨焊缝质量必须很好保证,特别是中下部。动臂两端连接副强度静态没有问题,关键要预防动态冲击的破坏作用。对动臂两端结构形式的加强是当务之急。图3.2为某厂家对动臂两端结构的补强方式。
3.7、良好的操作习惯是目前预防和减少“带杆”的最重要方面。操作手应养成“提升+反转”的习惯:钻进动作完成,提升钻杆的同时缓慢地反转动力头,可有效减少机锁杆“带杆”几率。同时,操作技能和责任心同样需要提升和加强。操作习惯、技能和责任心构成了操作手的综合职业素质。
3.8、钻杆是“带杆”发生的主体。第一入手点应该是钻杆自身的改善,在设计上避免“带杆”的发生,这方面叫做主动预防。这方面有大量的工作要做,德国宝峨钻杆产品仍然是我们继续学习的标杆。另外,将提引器涂装成特别醒目的颜色,安装可视化视频监视装置,以便于操作手判断,也可算作主动预防措施。
随着先进控制技术在旋挖钻机上的应用,北京市三一重机有限公司已经总结出能够比较彻底的根除“带杆”的技术方案。由于涉及到技术核心机密,本文不对此方案进行论述。
四、小结
本文对“带杆”机理、破坏原理及危害和如何改善带杆三方面进行详细论述,引用了大量翔实的现场图片和数据,对“带杆”进行深入剖析,利于推动旋挖钻机整机使用性能和各构件使用寿命,对旋挖钻机施工也具有非常重要的指导意义。
另外,赖于制造企业的技术进步,预防“带杆”不但要在被动预防上下功夫,更要在设计研发方面采取积极的改善措施,以期达到高智能化,实现人机友好交互,操作轻松和谐之最佳境界。相信经过行业不断努力,最终一定能够杜绝钻机“带杆”,基本消灭其危害。







 导航
导航